Гиперпрессованный кирпич: состав, технология производства, достоинства и недостатки
Лицевой цементно-минеральный кирпич жёсткого прессования или гиперпрессованный кирпич (ГПК) строителями используется в основном в качестве отделочного (облицовочного) материала. Несмотря на его физико-технические характеристики, превосходящие по большинству параметров силикатный и керамический кирпич, есть ряд недостатков (о которых ниже), не позволяющих ему использоваться как кладочный рядовой кирпич. Далее описаны состав, метод и технология производства, а также достоинства и недостатки этого материала.
Ранее была опубликована статья «Кирпичная лицевая кладка на черный шов«, де рассказано о работе с облицовочным кирпичом и используемых для него растворах.
- В состав гиперпрессованного кирпича обязательно входят:
- Цемент средних марок (ПЦ 400, ПЦ 300), в качестве вяжущего элемента – от 8 до 20% от общей массы.
- Отсев известняка (природная прочность до 30 кг/см2), отходы от разработок камня, мрамора, мергеля или строительная тырса, придающие изделию дополнительную прочность, массовая доля которых колеблется от 65 до 85%.
ИНФОРМАЦИЯ: строительная тырса – смесь ракушечника и глины с преобладанием последней.

- железно-оксидный пигмент – 1% от общей массы сырья.
- Вода — процентным содержанием от 8 до 15.
Разность в дозировочных величинах обусловлена тем, что варьируя составляющими можно получать материалы различного назначения: кладочные, тротуарные или сейсмостойкие.
ВАЖНО: на качественные характеристики гиперпрессованного кирпича
- Технология производства.
Метод «гипер» или двухстороннего прессования заключается в получении материалов путем взаимодействия при сжатии мелко дисперсных частиц проходящего под воздействием избыточного давления. В отличие от одностороннего прессования, где зона избыточного давления покрывает прессуемую массу неравномерно, материал, получаемый методом гипрепрессования имеет мельчайшую структуру (пора 0,07 – 0,3 мм), что уменьшает его влагопоглощение, увеличивает прочность на сжатие и одновременно повышает его теплопроводность до 1,08 – 1,09 Вт/м2.
С другой стороны, метод двухстороннего прессования позволяет уменьшать нормы вяжущего без потерь физических характеристик материала, что позволяет удешевить производственное оборудование.
Непосредственно технология производства. Производственную базу можно разделить на три участка:
- Первичный склад, где осуществляется накопление и подготовка основного сырья к производству. Здесь через грохоты и механические сито происходит измельчение материала, и по механическим транспортёрам масса подается дальше.


- Производственный участок включает в себя несколько подразделений.
— измельчённая масса поступает в смесительный узел, где в неё в необходимых количествах добавляется цемент, вода и цветовой пигмент. Время полного смешивания не превышает 5 минут.
— далее готовая прессовая масса выгружается в ковш подъёмного транспортёра, который доставляет её в полуавтоматический дозатор, расположенный на рампе поверх прессов.
— двигаясь по рампе, полуавтоматический дозатор, управляемый оператором, засыпает сырьё в накопительные бункера прессов.

На прессах, в зависимости от применяемых матриц, можно изготавливать полнотелые и пустотелые элементы, а также скруглённые и с усечённой гранью.
— готовое изделие рабочим снимается с прессовочного стола и укладывается на поддоны.
 Далее изделия отправляются на склад готовой продукции, где материал «зреет» до нужной кондиции.
Далее изделия отправляются на склад готовой продукции, где материал «зреет» до нужной кондиции.

- готовой продукции
Готовый кирпич находится на складе не менее 5 дней и приобретя 50 – 60% своей прочности готов для отправки заказчикам. Полная прочность изделий наступает через 28 дней, что может происходить в готовой кладке.
 Часть полнотелых изделий может направляться на складской производственный участок для изготовления декоративных элементов – «колотой четверти».
Часть полнотелых изделий может направляться на складской производственный участок для изготовления декоративных элементов – «колотой четверти».
Для этого используется ножной регулируемый пресс – гильотина. Рабочий, подставляя кирпич под нож, делает надкол на узкой грани. После, располагая его надколотой гранью вниз, отсекает половину элемента. Получается две части, одна из которых имеет вогнутую структуру и в дальнейшем не используется. Выпуклая половина становится элементом декоративной отделки с уникальным структурным рельефом и стоимостью в 2,5 раза дороже обычного полнотелого кирпича.
 Такие элементы изготавливаются только по предварительным заказам.
Такие элементы изготавливаются только по предварительным заказам.
- Достоинства и недостатки гиперпрессованного кирпича
Достоинства ГПК:
- Идеальная геометрия. Она получается потому, что данная технология является безобжиговой и готовые элементы не подвергаются термической обработке, при которой могут происходить незначительные изменения геометрических параметров.
- Низкое влагопоглощение, около 4,8% от общей массы согласно нормам ГОСТ 7025-78.
- Высокая прочность. Кирпич соответствует марке 250 (ГОСТ 379-79).
- Возможность прочностных вариаций (по желанию заказчика).
- Хорошая адгезия. Прочность сцепления раствора с кирпичом около 2,5 кг/см2, что перекрывает требования для кладки 1-ой категории.
- Хорошая морозостойкость. Кирпич не меняет своих характеристик при 150 циклах замораживание/оттаивание.
- Экологически чистый материал, так как в его составе нет вредных примесей.
- Хорошо режется и обрабатывается.
- Разнообразие форм, содержания и фактуры элементов.
- Разнообразие цветовых решений.
Безусловно, с такими характеристиками ГПК должен иметь массовое применение во всех областях жилищного и промышленного строительства, кроме огнеопасных строений. Но есть у него и недостатки, которые не позволяют этому материалу полновесно завоевать рынок.
Недостатки ГПК:
- Высокая стоимость по сравнению с обычным рядовым кирпичом.
- Вес полнотелого кирпича равен 4,5 кг, что превышает вес обычного кирпича почти в два раза.
- Низкая паропроницаемость, что предусматривает в домах, отделанным таким материалом устройство дополнительных систем вентиляции или устройство сквозных воздушных пазух между ним и основными стенами.
- Цветовая погрешность различных партий, не видимая на поддоне, но очень заметная в кладке.
- На длительных сроках эксплуатации, особенно на солнечных сторонах зданий, наблюдается «выгорание» цветового пигмента. Но это практически не заметно, так как цвет меняет вся стена.
- Класть такой кирпич необходимо очень аккуратно, с расшивкой. Это замедляет темпы выполнения строительных работ и ведёт к их удорожанию.
Таким образом, сферы применения гиперпрессованного кирпича ограничиваются отделочными функциями наружных стен нижних этажей, заборами дорогих частных домостроений, постройкой беседок и других сопроводительных строений.
Но можно отметить, что ёмкость рынка ГПК медленно, но уверенно растёт, что позволяет с оптимизмом смотреть в будущее производителям данного материала.
13,396 просмотров всего, 11 просмотров сегодня
smogem-sami.ru
Гиперпрессование — Википедия
Гиперпрессованный кирпич[править | править код]
Гиперпрессованный кирпич — строительный материал высокой прочности и правильной геометрии, для производства которого используют цемент, известняк и промышленные отходы(
ракушечники,
известняки,
доломиты,
травертины,
мраморы и т. д.)
- В отличие от производства керамического кирпича, в качестве сырья не используется глина, сформованный кирпич не сушится и не обжигается.
- В отличие от производства силикатного кирпича, в качестве сырья не используются силикатный песок и известь, сформованный кирпич не пропаривается в автоклаве.
История
Гиперпрессованный кирпич был изобретён в 1950-х гг. в Южной Америке. Рауль Рамирес из Межамериканского научного центра в Боготе (Колумбия) разработал одноблочный ручной пресс, с помощью которого под большим давлением можно было прессовать кирпичи из смеси влажной почвы и цемента
В России этот строительный материал стал известен после Выставки достижений строительных технологий, которая проходила в Москве в 1986 г. Там были продемонстрированы гидравлические прессы для изготовления безобжиговых грунтобетонных строительных материалов. Первым пресс приобрёл Тульский кирпичный завод, который начал выпускать кирпичи из смеси бетона, грунта и воды[3]. Низкое качество таких кирпичей заставило разработчиков найти замену грунтовому наполнителю. Отсевы карьера известняка-ракушечника пришли на смену грунту, обеспечив механическую прочность кирпича 250 кг/м²[4] и необходимую для строительства жилых домов долговечность.
Состав гиперпрессованного кирпича[править | править код]
Основная часть сырьевой массы для гиперпрессованного кирпича (85–92%) — отходы промышленного производства и карьерные отходы. Это могут быть вулканические, котельные, мартеновские шлаки, зола электростанций, продукты переработки с асбоцементных, горно-обогатительных, металлургических предприятий, бой керамического кирпича. 8–15% состава формирует известняк, вода и цемент. Сырьевой материал измельчается до фракций размером не более 5 мм.
Для производства лицевого кирпича марок 150 и 175 используется доломитовый наполнитель и портландцемент М400. Цветной кирпич получают путём добавления в смесь 3–10% пигментов: охры, сурика, окиси хрома или ультрамарина. Использование красящих пигментов на 5–20% снижает марку кирпича, требуя увеличения процента ввода цемента. Исключение составляет инертный к гидроокиси кальция оксид хрома[5].
Технология производства[править | править код]
Кирпич производится по технологии гиперпрессования, когда на увлажнённую цементно-минеральную смесь, размещённую в пресс-формах, действует давление в 40 МПа. Именно под таким давлением наблюдается максимальный прирост прочности кирпича. В процессе гиперпрессования частицы сырьевой массы испытывают значительное взаимное трение, сцепляясь друг с другом на молекулярном уровне[6]. Технология гиперпрессования отличается от технологии полусухого формования, при которой давление не превышает 30 МПа[5].
Современные производители используют конвейерные линии из оборудования для гиперпрессования:
- Формовочного оборудования,
- Установки для разрезания кирпича,
- Бетоносмесителя,
- Главной установки-пресса,
- Конвейерной техники.
После изготовления кирпич не проходит обжиг, он прогревается в пропарочной камере при температуре 40–70°С или хранится при комнатной температуре 3–7 суток. Через 7 суток хранения прочность кирпича составляет 92–97% от марочной[5]. Оставшуюся прочность кирпич может добирать в кладке, если на улице в течение 30 дней сохраняется температура выше 0°С. Рустрирование ложка выполняется, когда кирпич набирает 50–70% марочной прочности.
Государственный стандарт для гиперпрессованного кирпича ещё не разработан. Материал производится по нормативам ГОСТ 530-2007 «Кирпич и камень керамические» и ГОСТ 6133-99 «Камни бетонные стеновые», основываясь на технических условиях ТУ 5741-021-00284753-99 «Материалы строительные гиперпрессованные».
Технические характеристики гиперпрессованного кирпича[править | править код]
Технология производства безобжигового кирпича позволяет получать кирпич 75–300 марки. В зависимости от выбора наполнителя сырьевой массы выпускается кирпич с разными техническими характеристиками[5]:
| Наполнитель | Средняя плотность, кг/м³ | Прочность на сжатие, МПа | Морозостойкость, циклов |
| Зола | 1300 | 10 | 25 |
| Мартеновский шлак | 1800 | 8,5 | 25 |
| Вулканический шлак | 1730 | 13,2 | 25 |
| Гранитные и доломитовые отсевы | 2200–2300 | 7,5–30 | 35–100 |
Огнеустойчивость — НГ (негорючие).
Теплопроводность 0,43-1,09 Вт/(м·°С).
Водопоглощение 3-7%[6].
Размеры[править | править код]
Технология гиперпрессования позволяет получать изделия, точно соответствующие проектным размерам с погрешностью 0,2–0,5 мм. ГОСТ 6133-99 «Камни бетонные стеновые»[7] определяет габаритные параметры гиперпрессованного кирпича.
Для кладки стен кирпич должен иметь размеры:
· длину от 90 до 390 мм,
· ширину от 190 до 288 мм,
· высоту 138 или 188 мм.
Перегородочные кирпичи могут иметь размеры:
· длину 190, 390 или 590 мм,
· ширину 90 мм,
· высоту 188 мм.
Наиболее распространённые размеры:
Стандартный одинарный гиперпрессованный кирпич 1НФ: 250×120×65 мм.
Узкий гиперпрессованный кирпич 0,6 НФ: 250×60×65 мм.
Ложковый кирпич: 250×85×65 мм.
Виды гиперпрессованного кирпича[править | править код]
Кирпич классифицируется по следующим параметрам:
По назначению:
- Лицевой. Кирпич для декоративных и отделочных работ, выполнения внешней кладки.
- Рядовой. Несущий кирпич без декоративной отделки.
По форме:
- С гладкими боковыми гранями.
- С колотоми боковыми гранями. Фактура поверхности имитирует сколы природного камня.
- Фигурный. Кирпич в форме геометрических фигур, отличных от традиционного параллелепипеда. Предназначен для создания углов, карнизов, арок.
По конструкции:
- Пустотелый. Кирпич с повышенными теплоизоляционными свойствами, используется для облицовки зданий.
- Полнотелый. Кирпич повышенной прочности для строительства сейсмоустойчивых несущих стен, подвалов, цоколей.
Преимущества гиперпрессованного кирпича[править | править код]
- Показатели прочности превышают аналогичные характеристики керамического и силикатного кирпича.
- Высокая точность геометрии. Отклонение размеров по любой из граней не превышает 0,5 мм, поверхность гладкая, ровная, без трещин. Это ускоряет процесс выполнения кладки и сокращает расход кладочного раствора.
- Высокая прочность схватывания с цементным раствором. Превышает аналогичные свойства керамического кирпича в 1,75–2 раза. Прочность кладки в итоге получается в 1,5–1,7 раз выше, чем у керамического.
- Долговечность. Кладка из гиперпрессованного кирпича сохраняет эстетичный вид в течение 200 лет.
- Устойчивость к климатическому воздействию и агрессивным средам. Кладка может выполняться в любое время года.
- Этажность строений из гиперпрессованного кирпича не ограничена.
- Низкая себестоимость. Для производства кирпича используются отходы других производств, обжиг не требуется, производство кирпича является безотходным.
Недостатки гиперпрессованного кирпича[править | править код]
- Высокая теплопроводность позволяет использовать кирпич только как отделочный материал при возведении домов или для строительства конструкций, для которых теплопроводность некритична: беседок, колодцев, заборов.
- Для резки кирпича необходимо специальное оборудование — камнерезный станок с алмазными дисками. Высокая плотность материала не позволяет выполнять его ручную рубку.
- Большой вес (масса полнотелого кирпича 1НФ — 4,2 кг[6]) повышает трудоёмкость выполнения кладки, транспортировки и накладывает высокие требования на прочность фундамента.
- Выгорание цвета под действием ультрафиолета. Особенно заметно выгорание на гладких боковых гранях кирпича, изделия со рваным краем теряют цвет медленнее.
- Высокая стоимость (по сравнению с другими видами кирпича).
- Малая энергоёмкость — отсутствие этапа термической обработки (сушка, обжиг или пропарка под давлением) значительно снижает энергоёмкость кирпича, на производстве задействованы только небольшие электрические мощности.
- Безотходность — всё сырьё входящее в производственный процесс выходит в виде готового кирпича, любой брак реутилизируется. В процессе производства не вырабатываются отходы: ни газообразные, ни жидкие, ни твёрдые.
- Утилизация отходов — отходы от других промышленных производств транформируются в облицовочные строительные материалы высокого качества, причём содержание этих отходов в кирпиче составляет 90%.
ru.wikipedia.org
Производство гиперпрессованного кирпича: состав, оборудование, технология

Как делают гиперпрессованный кмрпич?
На российском рынке строительных материалов гиперпрессованный кирпич занял свою нишу не так давно. Но даже за этот короткий период он успел завоевать доверие строителей, профессионалов и новичков.
Сразу поясним, что оборудование для производства гиперпрессованного кирпича не похоже на то, что используется для получения тех же керамических блоков. А соответственно, и технические характеристики, и внешний вид готовых изделий будут отличаться.
Отличная морозостойкость, прочность и привлекательный внешний вид делают гиперпрессованный кирпич отличным материалом при возведении жилых и промышленных конструкций.
В чем же преимущества этой технологии? Как выглядит схема получения гиперпресованных кирпичей?
Преимущества технологии гиперпрессованяи
Технология производства гиперпрессованного кирпича – инновационный метод изготовления материала без обжига и сложной подготовки сырьевой смеси. А ведь именно на стадии обжига при несоблюдении определенных правил в изделиях могут образовываться пустоты, которые негативно сказываются на качестве и долговечности продукции. Сверхплотный гиперпрессованный кирпич этих недостатков лишен.
Еще одно важное преимущество технологии гиперпрессования – энергоемкость производства, что позволяет при минимуме затрат получать высококачественный продукт. Цена сырьевых компонентов и оборудования значительно ниже, чем расходные материалы и станки, используемые при изготовлении других видов кирпичных блоков.
К тому же, технология гиперпрессования кирпича безотходна. Мало того, что в качестве сырья здесь используются отходы других производств, так и сама линия подразумевает переработку брака, полученного в процессе изготовления кирпича
Учитывая, что купить все необходимое оборудование можно относительно недорого, в последние годы в России запускается довольно много мини-заводов, специализирующихся на выпуске гиперпресованного кирпича.
Подготовка сырьевой смеси
Технология получения гиперпресованного кирпича на производстве начинается с дозирования и смешивания компонентов. В качестве сырья здесь используются:
- Отсевы щебня (85-92 %) в качестве заполнителя.
- Портландцемент (8-15 %) в качестве вяжущего компонента.
- Вода (5-12 %).
- Пигменты (2-7 %).
В состав гиперпрессованного кирпича многие производители в качестве заполнителей добавляют доменные шлаки, каменный бой, а также отходы асбоцементных предприятий и электростанций. По действующим стандартам это вполне допустимо, но важно, чтобы количество этих компонентов не превышало определенных показателей. В противном случае, снижаются качественные характеристики готовых изделий.
Для получения пластичной массы все компоненты должны быть строго дозированы согласно рецептуре. Для это используются весы с допустимой погрешностью измерений ±0,5 %.
Отсев щебня, для исключения наличия крупных фракций, прямо в процессе дозирования проходит через вибросито.
Далее дозированная смесь для гиперпрессованного кирпича на конвейерах поступает в бункер, где происходит дробление, тщательное перемешивание всех компонентов и их активация. Сюда подается необходимое по рецептуре количество воды. Для получения гомогенной массы емкость должна непрерывно вращаться. Если на этом технологическом этапе раствор не будет соответствовать определенным стандартам, готовые изделия не обретут нужных свойств.

Работающая линия по производству гиперпрессованного кирпича
Формование гиперпрессованного кирпича
Формование изделий – основной и самый важный этап всей технологической цепочки. Именно сейчас изделия приобретают свою геометрическую форму и свойственные им характеристики. Прессовые станки для гиперпрессованного кирпича работают по принципу так называемой холодной сварки, когда мельчайшие фракции веществ сцепляются между собой посредством воздействия на смесь высокого давления.
Как правило, на современных предприятиях используется автоматизированные прессы, что значительно облегчает процесс изготовления готовых изделий и упрощает процесс контроля за производством.
На стадии формования кирпича технологами контролируются следующие параметры:
- Давление, оказываемое на массу.
- Габаритные размеры кирпича-сырца.
Если какие-то из фактических параметров не совпадают с заданными, работа автомата останавливаться, а те отходы, что образовались, вновь отправляют на переработку. Таким образом получается замкнутый производственный цикл.
Интересные статьи:
Какой выбрать станок для изготовления кирпича Лего?
Как осуществляется обжиг кирпича в туннельной печи?
Пропаривание гиперпрессованного кирпича
Изготовление гиперпрессованного кирпича далее заключается в пропаривании полученного после прессования сырца. В процессе пропаривания готовые изделия набирают до 70 % своей марочной прочности. На этой стадии используются специальные пропарочные камеры, куда на поддонах отправляются сформованные кирпичи. Здесь они в течение 8-10 ч выдерживаются при температуре 40-70 ˚С. В зимний же период время пропаривания следует увеличить.
Пропаривание может и не осуществляться, если технология предусматривает выдержку кирпича-сырца (прямо на поддонах) в течении 1 недели при положительной температуре окружающей среды. Так производители гиперпрессованного кирпича значительно экономят на техническом оснащении.
Складирование готовых изделий
По завершении стадии пропаривания изделия обязательно должны «отстояться» на поддонах при положительной температуре примерно 3 дня. Затем кирпичи либо отправляются на склад для дальнейшего хранения, либо поставляются прямиком на строительную площадку. Несмотря на то, что блоки достигают своей полной прочности только спустя 30 дней после изготовления, уже сейчас они могут применятся по назначению.
Популярные публикации:
Изготовление кирпича из глины своими руками.
Средняя цена оборудования для производства Лего кирпича.
Оборудование для получения гиперпрессованного кирпича
Оборудование для производства гиперпрессованного кирпича различных марок отличается своей мощностью, степенью автоматизации и комплектацией. Все дополнительные опции, конечно, сказываются на конечной цене аппаратов. К примеру, многие современные прессовые станки предназначены для получения не только кирпича, но и других видов продукции – тротуарной плитки и облицовочного декоративного камня.
Производительность современных линий варьируется в пределах 350-4500 тыс. кирпичей/ч.
Высокомощные, полностью автоматизированные технологические линии включают в себя 2 и более гиперпрессов. Но вот оснащать стольким количеством оборудования мини-завод не имеет никакого смысла – затраты будут экономически не оправданы. Вот почему многие производители на начальных этапах закупают линии с минимальной комплектацией.
Среднемощная линия по производству гиперпрессованного кирпича включает в себя следующий набор оборудования:
- Приемные бункеры для сырья.
- Дробилка.
- Дозаторы для воды, отсева и цемента.
- Вибросито.
- Смеситель.
- Гиперпресс.
- Пропарочная камера.
- Конвейеры.
Современные станки для получения гиперпрессованного кирпича поставляются из Китая и Европы. Спросом пользуются также станки отечественных марок – они стоят дешевле, да и их техническое обслуживание осуществлять намного проще. Для снижения расходов на открытие предприятия многие производители покупают б/у линии. Если аппараты исправны, то это никоим образом не сказывается на качестве готовой продукции.
tvoikirpichi.ru
состав, технология производства, достоинства и недостатки. Прессование кирпича Тумбы из гиперпрессованного кирпича с металлопрофилем
Гиперпрессованная облицовка – одна из разновидностей литых бетонных изделий, которая нашла применение в облицовочных работах, но не в строительстве несущих конструкций. Причина – высокая стоимость искусственного камня, хотя по некоторым характеристикам он превзошел традиционную керамику. Пока он успешно конкурирует с красным кирпичом только при отделке фасадов.
Это название больше подходит к новомодному материалу, поскольку его свойства и технология изготовления имеют мало общего с привычным кирпичом. Производится из цементных растворов на основе ПЦ-500 Д0 по тому же принципу, что и бетонные литые изделия. На выходе получаются очень плотные и тяжелые камни заданной формы с минимальной пористостью.
Также производители могут вносить в базовую технологию свои новшества для получения определенных качеств:
- Вводить в раствор присадки, гидрофобизирующие составы, улучшающие декоративные свойства и атмосферостойкость.
- Подбирать твердость заполнителей для получения максимально однородной структуры с заявленной прочностью в любой точке камня.
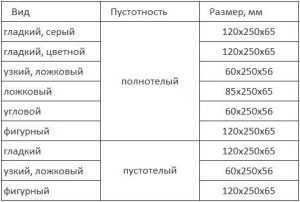
Гиперпрессованный облицовочный кирпич на 85-90% состоит из твердого мелкофракционного заполнителя (известняк, доломит, щебень, доменные шлаки и пр.), цементного вяжущего и пигментов. Стандартные размеры блоков привязаны к ГОСТ 530-2012, поскольку собственных нормативов кроме ТУ нет. Наиболее востребованные форматы – 1НФ и 0,6НФ (250х60х65 мм). Выпускается декоративная облицовка и с другими размерами ложка:
- 230х107;
- 230х100;
- 230х56;
- 230х50 мм.
В силу специфики производства гиперпрессованного кирпича и формовки под сверхвысоким давлением он приобретает определенные свойства и характеристики, которые еще больше приближают его к натуральному камню:
- Прочность на уровне М100-М400. Однако применение для возведения несущих конструкций экономически нецелесообразно, разве что строительство планируется в сейсмоопасном районе.
- Плотность – 1,9-2,2 т/м3.
- Низкое водопоглощение (3-7 %) – отличное свойство для облицовочного материала, которое также обеспечивает ему невероятно высокую морозостойкость вплоть до F300. Впрочем, на рынке можно приобрести изделия и с показателями от F30.
- Высокая теплопроводность – 0,43 Вт/м·°С для щелевых камней и до 1,09 для полнотелых.
- Стойкость к агрессивным веществам.
Особенностью таких формованных изделий является точность геометрии – отклонение линейных размеров не превышает 0,2-0,5 мм. В этом плане бетонные отливки превзошли даже автоклавный силикат. Возвращаясь же к «неоправданно» высокой прочности такой облицовки, стоит отметить, что купить ее можно для отделки зданий любой этажности.
Недостатки тоже имеются:
- Очень высокая цена, хотя столь качественная долговечная облицовка и не могла стоить дешево.
- Большой вес, серьезно увеличивающий давление на фундамент. Использование такого отделочного материала следует закладывать в расчеты нагрузок еще на стадии проектирования объекта.
- Низкая паропроницаемость, заставляющая предусматривать в наружной кладке небольшие продухи для нормальной циркуляции воздуха. Особенно если под ней устраивается теплоизоляционный слой из минваты.
- Слишком гладкие рабочие поверхности, что ухудшает сцепление с кладочным раствором. Для решения этой проблемы каждый камень приходится предварительно обрабатывать, затрачивая на это силы и время.
Также отзывы строителей часто пестрят недовольством по поводу жадности заводов-изготовителей, которые отправляют на площадки недозревший кирпич, освобождая собственные склады под следующую партию. Покупателям же приходится ждать, пока материал наберет прочность. А те, кто не знает нюансов его производства, пускают камни в работу и в итоге получают деформированную кладку.
Виды и особенности
Гиперпрессованные изделия имеют достаточно разветвленную классификацию, которая может основываться на их форме, размерах, количестве фактурных плоскостей или назначении. Эти параметры больше влияют на декоративные свойства камней, а эксплуатационные характеристики и стоимость определяются конструкцией. Здесь облицовка традиционно делится на два типа:
- полнотелый;
- пустотелый (дырчатый или щелевой).
tehnikagroup.ru
Гиперпрессованный кирпич, порядок производства гиперпрессованного кирпича — Стройфора
Гиперпрессованный кирпич предназначен для элитной, стильной и высокопрочной облицовки. Гиперпрессованный кирпич штучный, сырьем для производства гиперпрессованных кирпичей служит цементно-известковая смесь. Технология производства данного кирпича – полусухое гиперпрессование, затем выдержка в пропарочной камере, для некоторых видов твердение протекает в нормальных условиях обычного отапливаемого цеха.

Сырье для гиперпрессованного кирпича
Портландцемент высоких марок от ПЦ400 – до 15%, красящие железноокисные пигменты – до 7% и 78-92% основного наполнителя: ракушечника, известняка, мрамора, различных видов мергеля, доломита, гранитного отсева дробления щебня, боя керамики, дробленые отходы от распила камня для облицовки, доменный шлак и многое другое. Технология двустороннего гиперпрессования принципиально отличается от обычного формования под прессом, отличие состоит в обработке под сверхвысоким давлением.
Производство гиперпрессованного кирпича
Увлажненная смесь минерального сырьевого порошка подвергается прессующему воздействию такой мощности, что сырьевые частицы не просто слипаются, а связываются внутри структуры молекулярными связями. Процесс называется когезией, в отличие от адгезии. Попросту говоря, в получаемом кирпиче минеральные песчинки сцепляются не как разнородные тела, поверхностями, как при адгезии, но становятся телом с единой атомно-молекулярной структурой. Это происходит в результате не химической реакции и высоких температур, а в основном от действия сверхвысокого давления. Получается искусственный материал с новыми свойствами, близкими к натуральному камню. В отличие от керамического кирпича гиперпрессованный не обжигают. Процесс соединения под высоким давлением получил название — холодная сварка, и применяется и для сварки металлов, конечно, в других технологиях.
Сушка после формовки кирпичей проводится либо в пропарочных камерах до 12 часов, либо на теплых складах или в цехе. За трое-пять суток кирпич достигает до 50-70% прочности от марочной. Затем кирпич можно оформлять под нужный дизайн, для рустики имитируют сколы поверхностей. Кирпич уже имеет достаточную прочность для кладки и облицовки, а окончательную марочную прочность он набирает еще до 28 дней на стройплощадке, на складе или уже в кладке, но при условиях положительных температур. По виду этот кирпич очень похож на камень, и его свойства это подтверждают, и по текстуре, и по прочностным характеристикам, морозостойкости и водостойкости.
Технология производства гиперпрессованного кирпича уникальна – она позволяет создать стеновой материал высокопрочный и одновременно с высокоточными размерами. Отклонения – до 0,5 мм, это рекорд среди блоков и кирпичей. Даже практически идеальный геометрически силикатный кирпич производят с допуском до плюс-минус 2 мм.

Классификация гиперпрессованного кирпича
Классифицируют гиперпрессованный кирпич аналогично двум основным видам (это силикатный и керамический):
- Конструкционно – полнотелый и пустотелый. Пустотный может быть с дырчатыми и щелевидными пустотами.
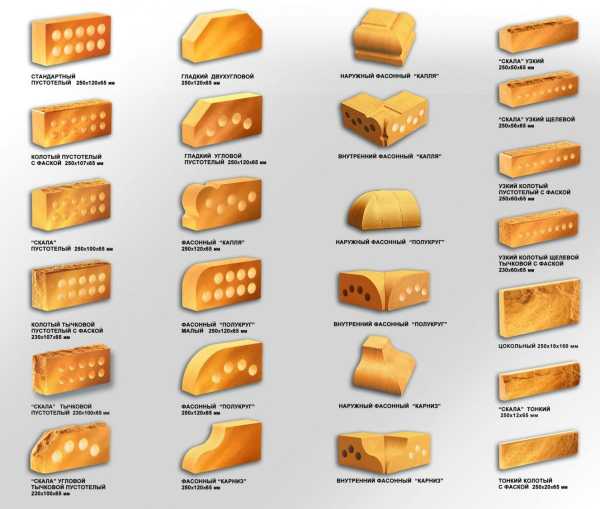
- Форма – может быть фигурный, разнообразных видов, и правильный кирпич, в форме параллелепипеда. Углы у «правильного» кирпича могут быть как прямоугольные, так и скругленные. Фигурные кирпичи еще называют фасонными, и функция их не просто декоративная. Имеются кирпичи для арок, для карнизов и углов, для пилястр, колонн и много других.
- Назначение — рядовой или лицевой. Рядовые кирпичи гладкие или рельефные по тычку или ложку. Лицевые – очень разнообразные, чаще рустикальные, под натуральный или дикий камень, причем сколы создаются не только на одной, иногда и на двух и трех гранях. Много и других декоративных видов, и появляются все новые.
Основные размеры кирпича стандартные 250*120*65 мм, узкий 250*60*65 мм, и сочетания длины 230 мм с толщиной 65 мм, разный по ширине – 50; 65; 100; 110 мм.

Основные характеристики гиперпрессованного кирпича
Перечислим основные характеристики гиперпрессованного кирпича:
- Прочность 100-400 кгс/см2. Равномерная прочность обусловлена технологией двухстороннего гиперперссования и применением высокомарочного цемента не ниже М500.
- Удельный вес 1950-2250 кг/м3
- Коэффициент теплопроводности Кт =1,09-0,43 Вт/м*град К
- Морозостойкость до F300, водопоглощение 4-7%
- Группа по пожарной опасности НГ (негорючий)
- Этажность – без ограничений
Плюсы гиперпрессованного кирпича
Перечислим основные плюсы применения гиперпрессованного кирпича
- Высокая прочность, превосходящая основные стеновые материалы, керамический и силикатный кирпич. Кладка выдерживает мощные природные и техногенные воздействия.
- Устойчивость к атмосферным воздействиям и агрессивной среде
- Идеальная геометрия. Экономия трудозатрат при кладочных работах, экономия раствора и быстрота кладки
- Трещины и изломы практически не возникают, очень долговечный – до 200 лет без потери эстетичного внешнего вида
- Технологичный материал – можно подвергать механической обработке на строительной площадке
- Связывается с цементными растворами лучше, чем керамический, почти в два раза. Кладка при прочих равных условиях, на таком же растворе, выходит прочнее, чем из керамического кирпича на 50-60%
- Можно вести кладку при любых температурах
- Ни технологии, ни используемое сырье не предполагают вредных добавок, экологичность полная

Минусы гиперпрессованного кирпича
К основным минусам применения гиперпрессованного кирпича можно отнести:
- Большой вес, как следствие нагрузка на стеновые конструкции и на фундамент. В части нагрузки на фундамент, данный минус – не минус, в случае пучинистых грунтов в основании
- Перед тем, как начинать вести кладку, кирпич нужно просушивать по –максимуму, как можно дольше
- Высокая стоимость не всегда позволяет использовать этот материал во всем его спектре, в основном делают облицовку

Применение гиперпрессованного кирпича
Гиперпрессованный кирпич может применяться для кладки фундаментов, несущих стен любой этажности, в том числе цокольных, внутренних стен и перегородок. Красота и природная эстетика этого материала высоко оценена дизайнерами ландшафта. Беседки, фонтаны и гроты, различные ограждения, заборы и малые формы с фактурным кирпичом украшают участок, и при этом очень прочны, и долговечны.

Но основное применение – облицовка. Стены и наружные, и внутренние, цокольные части фундаментов, колонны, обрамления дверных и оконных проемов, каминов — этот кирпич хорош везде.

stroyfora.ru
Гиперпрессованный кирпич: производство, минусы, состав
Достойное место в ассортиментном ряду строительных материалов для возведения и облицовки стен занимает гиперпрессованный кирпич. Разнообразие фактур и цвета позволяет придать городской застройке неповторимый облик, облагородить парки и скверы. Такой кирпич не только улучшит эстетичный вид загородного домостроения, но и продлит срок службы любого здания.
Что это за материал?
Гиперпрессованный кирпич — строительный материал высокой прочности, который в основном используют для облицовки и сооружения внешних конструкций: арок, ворот, заборов. А это значит, что его лицевые поверхности (тычок и ложок) должны иметь идеальное качество. Такая кладка не предполагает дальнейшей обработки в виде оштукатуривания стен или облицовки, что существенно экономит средства и время строительства. Гиперпрессованный кирпич из известняка поддается механической обработке, он легко режется болгаркой с малым процентом отхода и брака.
Вернуться к оглавлениюСостав и производство
Прессованный кирпич своими руками сделать можно, но это трудоемкий процесс, к тому же использование ручного пресса позволяет формировать всего один или два изделия за цикл. Стоимость прессов довольно высокая, а окупаемость — низкая. Состав гиперпрессованного кирпича и пропорции:
- 85—92% отсевов дробления горных пород:
- мраморовидный известняк;
- ракушняк;
- карьерные отсевы при добыче гранита, мергеля, мрамора, доломита;
- доменные шлаки;
- отходы производства керамических изделий и прочее.
- 8—12% цемента.
- 2—3% воды и железоксидных красителей.
В производстве материала используется полуавтоматический гиперпресс.По сути, это метод холодной сварки, когда при помощи мощного гиперпрессования сырья, меняется его молекулярная структура.
Оборудование для производства в промышленных масштабах:
- Полуавтоматический гиперпресс типа СППК-70 или автоматический типа ПАК 150.2.
- Растворосмесители.
- Камеры для пропаривания.
- Ленточные транспортеры.
- Поддоны для сушки.
- Для обработки поверхностей при изготовлении рустированного облицовочного кирпича производители используют дополнительное оборудование:
- гидравлическую гильотину, на которой происходит колка;
- долбежный станок типа «Дятел» для придания фактуры.
Процесс производства прессованием
Технология безотходная, бракованные изделия реутилизируются и перерабатываются. Технология производства гиперпрессованного кирпича предполагает прохождение таких этапов:
- Формовка подготовленной смеси методом компрессии. Давление достигает 20—30 мегапаскалей.
- Сушка в пропарочной камере при температуре от 40 до 70 °C в течение 8—10 часов либо на складах 4—6 суток, где набирает до 70% заявленной прочности.
- Оставшуюся прочность изделие будет набирать на открытых стройплощадках или складах при плюсовом температурном режиме на протяжении 30-ти дней. Конечный продукт производства — прочный искусственный камень, свойствам не уступающий натуральному.
Характеристики и свойства
Этот строительный материал имеет показатели:
 Материал имеет определенные параметры.
Материал имеет определенные параметры.- Прочность от 150 до 300. Этот критерий под обозначением «М» в маркировке (числовое значение указывает какую нагрузку в килограммах выдержит 1 кв. см).
- Водопоглощение — 6%.
- Теплопроводность — 0,43—1,09 Вт/(м·°С).
- Группа огнестойкости — негорючий.
- Морозостойкость — 100—150. Этот показатель под буквой «F» в маркировке — количество полных циклов «замораживания до -15 градусов и размораживания» изделия, насыщенного водой без потери физико-технических и эксплуатационных качеств.
- Стандартные размеры — 250×120×65.
Разновидности
Кирпич гиперпрессованный по конструкции делят на три группы:
- Полнотелый.
- Пустотелый. До 40% технических отверстий и щелей.
- Лего. Это подвид пустотелого, у которого имеются два выступа-шипа на верхних гранях и два паза на нижних. Такой замок обеспечивает лучшую сцепку кладки.
По назначению кирпич-гиперпресс может быть рядовой или строительный, а также облицовочный. Последний вид имеет много фактур, форм и цветовых решений:
 Облицовочным вариантом материала может быть желтый гладкий Литос.
Облицовочным вариантом материала может быть желтый гладкий Литос.- Желтый гладкий «Литос». Со скошенными углами и без.
- «Скала». Грубая и более мягкая фактура.
- Карнизный. С плавными выгнутыми изгибами.
- Угловой. Имеет Г-образную форму для безупречной облицовки углов.
- Сникерс. Узкий кирпич со сколотой поверхностью.
- Рваный камень.
Преимущества гиперпрессованного кирпича
Гиперпрессование позволяет изготавливать изделия с идеальной геометрией. Колотый кирпич используют для облицовки, а гладкий — и в рядовой кладке, и как лицевой. Разнообразие форм, фактур и широкая палитра цветов позволяет создавать сложные архитектурные элементы. Помимо эстетических достоинств, такой кирпич обладает и рядом технических плюсов:
- Высокая прочность и устойчивость к агрессивной внешней среде.
- Низкое водопоглощение.
- Экологически чистый.
- Легко обрабатывается. Отлично режется обычной болгаркой.
- «Спецзаказ» — возможность изготовить стройматериал с повышенными показателями прочности — до М 500 и морозостойкости — до F300.
- Может «дышать», так как на изделиях не образуется цементная пленка, которая еще и снижает адгезию с раствором.
Минусы и слабые стороны
На кладке из такого материала может появиться высол.Минус гиперпрессованного кирпича — стоимость, особенно когда его применяют в качестве рядового. Также имеет повышенный показатель теплопроводности, что отрицательно влияет на целесообразность использования для основной кладки. Тепло из дома, выполненного таким кирпичом, будет уходить быстрее. Минусы:
- Большой вес. Даже у щелевых экземпляров он составляет 4,2 кг.
- Выгорание. Но серьезной потери в цвете не наблюдается.
- Адгезия раствора в полнотелом варианте немного хуже, чем в щелевом.
- Возможное появление высылов в кладке.
Сфера применения
Гиперпрессованный кирпич иногда применяется при кладке фундамента и цоколя, но, в основном, это экстерьерный и интерьерный облицовочный материал. Из его фигурных элементов возводят арки и заборы, колонны и декоративные элементы проемов окон и дверей, облицовывают камины и декорируют стены. Этот строительный материал пользуется большой популярностью в ландшафтном дизайне. Благодаря прочной кладке, дом из такого кирпича может быть построен в зоне сейсмической нестабильности, возможных оползней и других природных и техногенных катаклизмов.
etokirpichi.ru
Сырье для гиперпрессованного кирпича / Статьи
10 февраля 2016 г.
Керамический обжиговый кирпич, как известно, формируется из глины, а вот состав гиперпрессованного кирпича не предусматривает использование данного компонента. Гиперпрессованне изделия также не имеют ничего общего и с силикатным кирпичом, который делают из извести и песка, да и вся технология производства этого материала, заметно отличается от традиционных способов получения искусственных камней, применяемых в строительстве.
Сырье для гиперпрессованного кирпича добывают в каменных карьерах, после чего подвергают измельчению в специальных дробилках. Щебень — основная составляющая изделий, хотя и не единственная: в рабочем процессе, к главному наполнителю, добавляется, цемент, красящий пигмент и минимальное количество воды.
Стоит отметить, что сырьевая база для выпуска гиперпресованного камня, отличается доступностью и разнообразием. В качестве наполнителя облицовочного гиперпрессованного кирпича, используются отсевы известняковых пород — ракушечника, доломита, мегеля и т.д. Однако, если к продукту не предъявляются жесткие эстетические и экологические требования, для создания прессуемой массы подходят промышленные отходы — доменные шлаки, керамический и бетонный бой, твердые отложения, образуемые сгоранием каменного угля на тепловых электростанциях, сгоревшие терриконы обогатительных комбинатов. Кирпич, сделанный из вторсырья, как правило, применяют в строительстве укрепительных сооружений.
Важным ингредиентом при выпуске гиперпрессованного кирпича, является цемент, играющий роль связующего вещества. Для создания прессовочной массы, берется цемент высокой марки (300-500).
Сырье для гиперпрессованного кирпича зависти от назначения продукции, которая подразделяется на три крупные категории. Помимо самых распространенных, стеновых изделий, существуют тротуарные и антисейсмичные разновидности продукции.
Прессуемая смесь для облицовочного гиперпрессованного кирпича, марки М 250 и морозостойкости F-100, содержит в составе около 84% основного наполнителя, 7% портландцемента , 8% очищенной питьевой воды, примерно, 1% красителя.
Для выпуска тротуарных материалов, содержание цемента увеличивается до 20%, а основное сырье составляет всего около 64%. При создании материала для построек в сейсмически неблагополучных районах, наполнитель берется в количестве 75%, а к качеству цемента ужесточаются требования — используется марка не менее 500 в объеме 12%.
Относительная простота процесса гиперпрессования, делает возможным изготовление продукции в кустарных условиях по упрощенным технологиям. В таких случаях, производитель может экономить на качестве цемента и пигментов, используя дешевые материалы, снижающие эстетические и прочностные характеристики изделий. Иными словами, качество кирпича, поставленного неизвестным производителем, не гарантируется. Поэтому, прежде, чем приобрести партию, имеет смысл изучить сертификаты и документацию на товар.
gip-press.ru