Производство ПВХ-профиля: оборудование, технология изготовления
Первые опыты экструзии ПВХ имели место в 1920-х гг., а первые шнековые промышленные экструдеры, предназначенные для переработки термопластических материалов, создали в 1930–40-е гг. Промышленное производство профиля ПВХ для окон появилось в 1950-е гг.
Ведущие производители постэкструзионного и экструзионного оборудования для профиля ПВХ — австрийские фирмы Battenfeld-Cincinnati и Greiner, Technoplast, немецкие компании Krauss Maffei и Weber, итальянские Amut, Bausano, Bandera и Sica. Создание современных экструзионных производств в России началось в 1996.
Как известно, профили ПВХ активно используются при изготовлении ПВХ-окон, дверей, при декорировании мебели, плинтусов, натяжных потолков и т.п.
Оборудование для производства и его цена
Для производства используется так называемая экструзионная линия.

Цена такого оборудования для производства профиля ПВХ зависит от производимого конечного продукта и производственной мощности линии. Ориентируйтесь на цену в районе 150 тыс. долларов США.
Сам процесс выглядит так:
Технология изготовления
Процесс технологии производства ПВХ-профилей включает такие операции:
1) Аддитивы и ПВХ-смолу погружают в отдельные емкости в системе автоматического дозирования, подачи и смешивания. В такой системе под управлением компьютера соответственно заданному рецепту происходит сверхточное последовательное взвешивание компонентов. Отмеренные порции их прибавляются к тоже предварительно дозированным порциям ПВХ-смолы.
Точность системы столь высока, что при дозе аддитива объемом несколько кг погрешность составляет лишь несколько г.
2) Приготовленную порцию смешивают последовательно в горячем и холодном миксерах, потом при помощи вакуума подают в так наз. промежуточные емкости для дозревания.
3) Далее готовую композицию тоже посредством вакуумной загрузки поступает из промежуточных ёмкостей по распределительной станции в экструдеры, где идёт её плавление и переход её из твёрдого состояния во вязкотекучее до получения высокогомогенизированного однородного расплава ПВХ, который потом нагнетается под давлением в формующую фильеру.
4) Дальше в формующей фильере, которая устанавливается на экструдере, формуется профильная ПВХ-заготовка.
5) На калибровочном столе устанавливают калибровочные ванны мокрого и сухого типа, в которых проводят калибрование профиля и охлаждение его до температуры окружающей среды.
6) Дальше в технологической цепи имеется гусеничное приёмное устройство, в которое интегрирован пильный станок. С помощью тянущего устройства равномерно стягивается профиля в устройство, предназначенное для распиливания профиля на отрезки нужной длины (6,5 м).
6) После прохождения отрезного устройства профиль ПВХ идет на откидной стол, с помощью которого откидывается в накопитель готовых профилей от оси экструзии.
7) Затем готовый профиль упаковывают в палеты и отправляют на склад готовой продукции.
Автоматизированная система управления постоянно контролирует параметры процесса производства профиля ПВХ, чем обеспечивает стабильность качества продукции.
www.ideibiznesa.org
Производство ПВХ профиля для окон
ПВХ-профиль получил широкое применение в изготовлении пластиковых окон, дверей, декоративных элементов, крепления натяжных потолков, и в других различных строительных и отделочных сферах бизнеса. Поэтому производство ПВХ-профиля выгодное производство, которое всегда будет пользоваться спросом.
Самый распространенный профиль из ПВХ и сложный в изготовлении — профиль из которого производят ПВХ (пластиковые) окна. Поэтому, сегодня рассмотрим производство данных профилей. Хотя, честно говоря, производство различных профилей технически одинаковы и различаются лишь составами и объемом сырья, и незначительными техническими процессами.
Производство ПВХ профилей — сложный, полностью автоматизированный процесс, который невозможно повторить вручную иди в домашнем бизнесе (если не рассматривать производство простых не оконных профилей). Поэтому, если вы планируете открыть собственный завод по производству оконных ПВХ-профилей, будьте готовы, что стоимость такого завода будет крайне высокой и вам потребуется специализированный персонал. В принципе, на этом месте можно закончить рассказ о технологии производства изделий из ПВХ, так как, тот кто планирует открыть завод сам все прекрасно будет знать от поставщиков, производителей оборудования, пройдет обучение.
Поливинилхлорид в качестве материала изготовления оконного профиля начали использовать в 1952 году. Тогда, металлические оконные конструкции покрывали мягкой или полумягкой пвх-пленкой. Оконные рамы сделанные полностью из пвх-профиля появились гораздо позднее.
С другой стороны, зачем вам читать где-то еще, то, что вы можете прочитать у нас.
Технология производства ПВХ профиля для окон
Технологии производства любого ПВХ-изделия мало отличаются друг от друга. Например, производство ПВХ-сайдинга идет по такому же циклу, что и ПВХ-профиль.
Готовится исходная смесь из компонентов, смешивается определенным способом, поступает в нагревательное устройство, где смесь расплавляется и поступает в экструдеры. Расплавленная смесь выдавливается через щелевые насадки, после чего, изделие формуется, калибруется и охлаждается.
После чего профиль напиливается на отрезки, обычно длиною в 6.5 метра, упаковывается и отправляется на склад.
Весь процесс автоматизирован, умные машины следят за всем — составом исходной смеси, ее весом, геометрией готового изделия. Точность этих установок очень высокая.
Оконный профиль ПВХ может быть усилен стальным профилем — армирующим профилем, который устанавливается в специальные камеру по всей длине ПВХ-профиля.
Армирующий профиль изготавливается из оцинкованного листового железа, так называемого, штрипса, толщиной от 1 до 2 мм. Путем непрерывного холодного проката (профилирования).
Штрипс — вид металлопроката, представляющий собой металлическую полосу определенной ширины.
Для каждого типа оконного ПВХ профиля используется свой армирующий профиль.
Предлагаем вам посмотреть видео с производства оконных ПВХ профилей
Специально для ХОБИЗ.RU
hobiz.ru
Виды оконных профилей: характеристики, материалы, производители
Профиль – это основа для изготовления оконных рам и створок. От его качества зависит внешний вид, долговечность и надёжность всей оконной конструкции.
Содержание:
- Классификация материалов
- Характеристики ПВХ-профиля
- На что обращать внимание при выборе
- Обзор производителей ПВХ-профиля
- Фурнитура
Классификация по материалам
Дерево
 Лучшие и самые дорогие виды древесины для производства оконных профилей – дуб и лиственница, также применяются ольха и сосна. Дороговизна деревянных конструкций связана не только с применением натуральной древесины, но и с особенностями технологического процесса. Материал для оконных профилей нуждается в тщательной обработке (сушка, пропитка антисептиками, покраска, лакировка), а при изготовлении изделия высокая точность и мастерство играет ключевую роль.
Лучшие и самые дорогие виды древесины для производства оконных профилей – дуб и лиственница, также применяются ольха и сосна. Дороговизна деревянных конструкций связана не только с применением натуральной древесины, но и с особенностями технологического процесса. Материал для оконных профилей нуждается в тщательной обработке (сушка, пропитка антисептиками, покраска, лакировка), а при изготовлении изделия высокая точность и мастерство играет ключевую роль.

Достоинства деревянных окон:
- экологичность;
- хорошие теплозащитные свойства;
- сохранение естественного воздухообмена между помещением и улицей;
- эстетичный натуральный внешний вид.
Недостатки:
- возможность коробления и разбухания при нарушении технологии производства и установки;
- низкая устойчивость к огню;
- высокая стоимость.
Алюминий
Так как металл не способен удерживать тепло, алюминиевый профиль в основном применяют для холодного остекления балконов или подсобных помещений, когда нет возможности или необходимости обустраивать тёплое остекление.
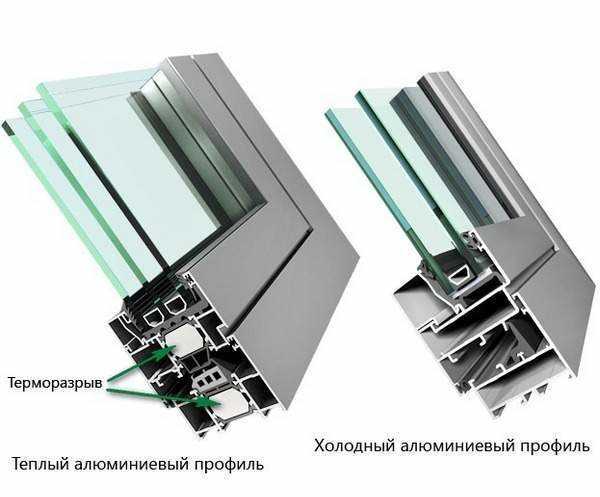 Существуют «тёплые» алюминиевые окна. В профиль закладывается специальный термовкладыш, который обеспечивает высокие теплоизоляционные свойства таких оконных конструкций.
Существуют «тёплые» алюминиевые окна. В профиль закладывается специальный термовкладыш, который обеспечивает высокие теплоизоляционные свойства таких оконных конструкций.
К преимуществам алюминиевых профилей относят:
- прочность и долговечность;
- лёгкость;
- устойчивость к внешним воздействиям;
- пожароустойчивоть.
Минусы:
- низкие теплозащитные свойства «холодного» профиля;
- высокая цена «тёплого» варианта.
Поливинилхлорид

ПВХ-профиль получил наибольшую распространенность для производства современных окон, благодаря его невысокой стоимости по сравнению с деревом и алюминием и отменным теплозащитным и эксплуатационным свойствам. Основные конкурентные преимущества ПВХ:
- высокий уровень теплоизоляции;
- простата изготовления и монтажа готовых изделий;
- высокая устойчивость к влиянию атмосферных осадков, химических реагентов;
- возможность изготовить изделия разнообразного дизайна и формы;
- доступная стоимость.
Основной минус – горючесть, как и у всех пластиков. Все другие жалобы пользователей в большинстве случаев связаны с выбором изделий низкого качества или ошибками при монтаже.
Характеристики ПВХ-профиля
Львиная доля всех устанавливаемых оконных блоков приходится на пластиковые изделия. На рынке представлены окна из профиля десятков производителей, которые на первый взгляд выглядят одинаково. Часто низкий уровень качество проявляется только через некоторое время эксплуатации, когда становится очевидным, что профиль не справляется со своими функциями и не обеспечивает должный уровень теплозащиты. При выборе изделия полезно знать основные значимые характеристики оконного ПВХ-профиля.
Толщина стенок
По этому показателю выделяется 3 группы продукции:
- Класс А. Сюда относятся изделия, которые имеют толщину наружной стенки от 2,8 мм, внутренней от 2,5 мм. Такие показатели считаются оптимальными для обеспечения наилучшей теплоизоляции жилого помещения.
- Класс В. Продукция с толщиной наружной стенки от 2,5 мм, внутренней от 2,0 мм. Такие изделия менее надёжно защищают от теплопотерь и более подвержены деформациям в процессе эксплуатации. Основное предназначение – установка в магазинах, общественных учреждениях.
- Класс С. Изделия с более тонкими, чем в предыдущих классах стенками. Окна из него предназначены для остекления нежилых, складских, производственных помещений.
Ширина профиля
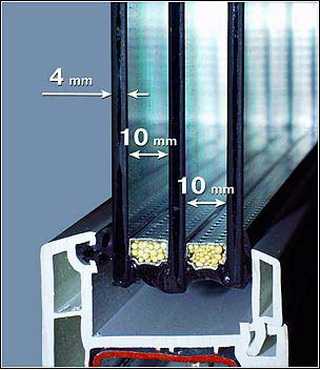
Показатель определяет, какой стеклопакет можно смонтировать в данный профиль. Стеклопакет представляет собой несколько стёкол, соединённых рамкой по периметру. Образующиеся между стёклами пространства заполняют обыкновенным воздухом или инертными газами (в продукции премиум-сегмента) для улучшения теплоизоляционных показателей.
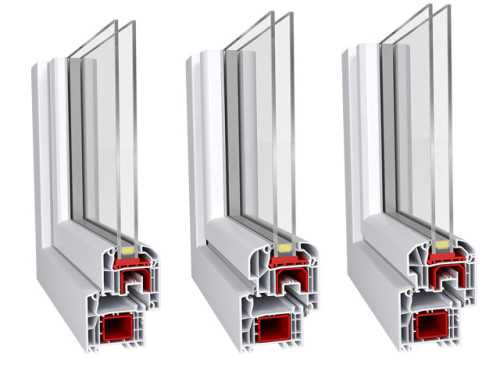
 Однокамерный пакет – это два стекла и одна воздушная камера между ними. Двухкамерный состоит из 3-х стёкол, между которыми соответственно 2 камеры и т. д. Чем больше количество стёкол, тем теплее готовое изделие.
Однокамерный пакет – это два стекла и одна воздушная камера между ними. Двухкамерный состоит из 3-х стёкол, между которыми соответственно 2 камеры и т. д. Чем больше количество стёкол, тем теплее готовое изделие.
Также ширина профиля определяет монтажные размеры для установки окна. При увеличении ширины увеличивается общий вес конструкции – это нужно учитывать, например, при остеклении балкона со слабыми плитами основания.
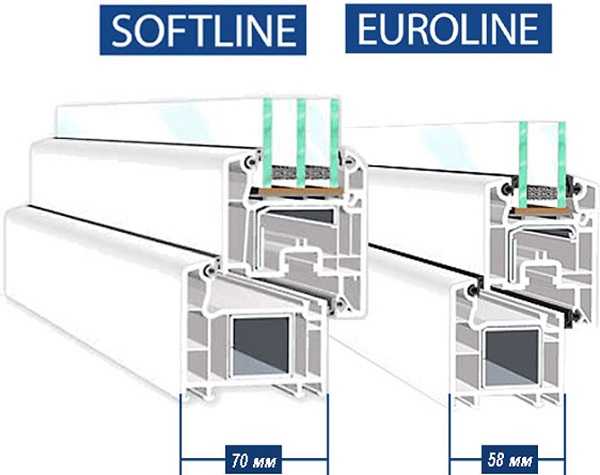
Обычно стандартное значение составляет 58-80 мм, некоторые бренды предлагают продукцию шириной до 120 мм для производства изделий, рассчитанных на эксплуатацию в суровых климатических условиях и отличающихся улучшенными звуко- и теплоизоляционными характеристиками.
Количество камер профиля
Не путать с воздушными камерами стеклопакета!
Пластиковый профиль внутри полый и разделён перегородками. Теплоизолирующие свойства ПВХ-профилей обусловлены наличием пустотелых камер между перемычками – чем их больше, тем ниже показатель теплопроводности рамы и створки окна.

Каждая полость выполняет определённую функцию (отвод влаги, крепление фурнитуры, обеспечение прочности), а их количество (обычно 3-8) и расположение определяется технологическим расчётом. Наиболее востребованы 3-5-камерные виды пластикового профиля.
Металлическое армирование
Пластиковый профиль дополнительно армируется металлическим каркасом для придания жёсткости конструкции. Это значительно уменьшает вероятность деформации и провисания оконной створки из-за множества циклов открывания-закрывания, температурных перепадов и других воздействий в процессе пользования.
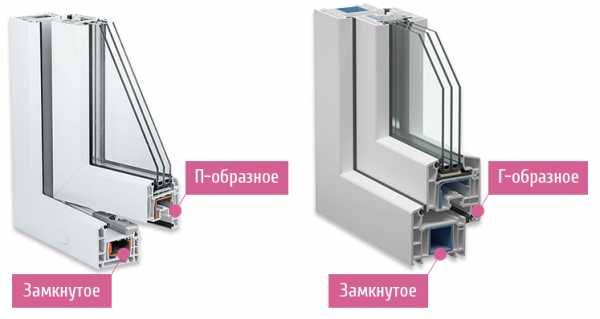
Форма каркаса зависит от размера окна:
- Г-образный – усиление прокладывается вдоль 2-х стенок; достаточно для окон небольших габаритов;
- П-образный – усиление 3-х стенок профиля; подойдёт для окон размером до 1,9 м в высоту;
- замкнутый – усиление располагается вдоль 4-х плоскостей и обеспечивает наибольшую жесткость изделия; для остекления больших площадей лоджий и панорамных балконов рекомендуется выбирать такой вид профиля.
На что обращать внимание при выборе
Покупателю сложно определить качество профиля на выставочных образцах. В большинстве случаев приходится надеяться на порядочность продавца и изготовителя оконных конструкций. Существуют некоторые особенности, которые помогут избежать покупки изделия низкого качества:
- Наличие маркировок с логотипом бренда, информацией о времени и месте изготовления.

- Структура пластика. Высококачественные изделия имеют ровную гладкую поверхность. Зернистая текстура говорит об использовании более дешёвых видов пластика или низком уровне механизации производства. Такие окна с большей вероятностью будут менять свой цвет или деформироваться под нагрузкой.
- Качество покрытия. Окрашенные или покрытые текстурной плёнкой варианты должны иметь равномерный цвет по всей поверхности без перепадов.
Обзор производителей ПВХ-профиля
Традиционно рейтинги брендов, предлагающих ПВХ-профили для окон, возглавляют немецкие компании. Их продукция выгодно выделяется уровнем качества и неизменным внешним видом даже после долгого времени использования. Окна не подвержены геометрическим изменениям, белый пластик не желтее, а цветной не выгорает.
При этом большинство западных предприятий имеет производственные площади на территории России, что позволяет предлагать продукцию по приемлемой цене без ущерба качеству.
Rehau. Компания имеет 50-летний опыт работы в сфере изготовления ПВХ-конструкций и сопутствующей фурнитуры. Является новатором в своей сфере, специалисты компании регулярно разрабатывают и внедряют передовые технологии в товары бренда. Для российского рынка предлагается 6 типов 3-6-камерных профилей с монтажной шириной 60-86 мм. Продукция компании принадлежит к среднему ценовому сегменту.
Veka. Предлагает белый и цветной профиль, окрашенный по шкале RAL. Для уплотнителей используется каучук, который не повержен разрушительному влиянию низких температур. Продукция бренда подходит для эксплуатации во всех российских климатических условиях. Линейка представлена изделиями шириной 58-90 мм.
KBE. Одна из самых известных и популярных на российском рынке марка оконной продукции. Профиль бренда давно доказал своё уникальное высокое качество и долговечность. Изделия выдерживают перепады температур от -50 до +50, заявленный срок службы составляет 50 лет. Компания уделяет особое внимание вопросам экологичности своей продукции. Окна, изготовленные из профиля KBE, рекомендованы к установке в медицинских и детских учреждениях.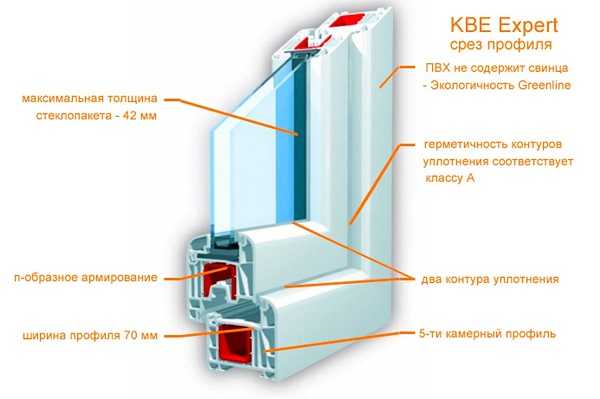
Из других, не менее достойных европейских производителей, можно отметить компании Montblanc, Salamander, Schuco, Trocal.
Proplex. Молодая отечественная компания, использующая передовые европейские технологии для производства ПВХ-профиля. Продукция разрабатывается с учётом российских климатических условий и соответствует всем требованиям к этому виду изделий. Доступность цен при достойном уровне качества – основное преимущество отечественного бренда. Линейка товаров представлена профилями шириной 58-127 мм, что позволяет использовать продукцию для изготовления окон практически всех габаритов и назначений.

Советы по выбору профиля:
Фурнитура

К оконной фурнитуре относятся металлические детали, которые служат для подвижного соединения частей оконной конструкции. Фурнитура не меньше, чем профиль определяет срок службы установленного изделия. От уровня её качества зависит удобство пользования окном, возможности проведения периодических регулировок и ремонтопригодность.
По своему функционалу фурнитуру принято делить на несколько групп:
- петли – важнейшие элементы, от которых зависит долговечность всей конструкции;
- элементы открывания (поворотная, подвесная, откидная, раздвижная фурнитура) – обеспечивает открывание створки в заданном режиме;
- замки, блокировщики, ограничители, ручки – предназначены для удобного и безопасного пользования;
- сюда же принято относить уплотнитель, который обеспечивает герметичность изделия и выполняет звуко- и теплоизоляционные функции.
При выборе пластикового окна важно помнить, что это высокотехнологичное изделие. Это означает, что качественный профиль – лишь одна составляющая успеха. Эксплуатационные свойства зависят от многих факторов, включая уровень фурнитуры, вид и количество стёкол, правильность выполнения замера и монтажа.
balkon4life.ru
Производство профиля PROPLEX
Профиль PROPLEX производится на собственном заводе ПРОПЛЕКС, расположенном в городе Подольск Московской области, в 10 километрах на юг от МКАД.

В настоящий момент производство ПРОПЛЕКС входит в пятерку крупнейших экструзионных предприятий в России.
Мы изготавливаем 50 артикулов пластикового профиля (7 систем шириной от 46 до 127 мм).
Сейчас на заводе работает 30 экструзионных линий (42 луча).
Для каждого типа профилей существуют свои оптимальные параметры технологического процесса, поэтому профили делаются на экструдерах с различными характеристиками. Парк машин включает в себя оборудование Krauss Maffei, A+G extrusion technology GmbH, Technoplast и Chemson.
На производстве функционирует мощная система замкнутого водооборота, очистки и охлаждения. Все экструзионные линии оборудованы охлаждающими ваннами системы вихревого охлаждения.
Контроль работ и тонкую настройку оборудования осуществляют инженеры фирм-изготовителей оборудования из Австрии и Германии. Ими же производится обучение сотрудников на производстве.
Технологические отходы производства, а также отходы собственно оконного производства (например, обрезки профиля) подвергаются повторной переработке. Они размельчаются в специальной дробильной установке, а затем используются как добавка к сырью при изготовлении доборных профилей и подоконников.
Ламинационный цех находится в специально построенном помещении, что позволяет создать в нем особо чистую атмосферу, необходимую для качественной «приклейки» ламината к профилю. Благодаря работе опытной команды и четко отлаженной технологической цепочке, в год ламинируется около 3 000 000 м.п. профиля.
Экологическая безопасность
- Завод ПРОПЛЕКС — единственное в России производство, отвечающее стандартам Европейской экологической программы «Ответственность за завтра».
www.proplex.ru
Как открыть производство профиля ПВХ: оборудование, технология
Строительная сфера – одна из самых востребованных, поэтому производство профиля ПВХ может стать успешным, и, что самое главное, прибыльным бизнесом. Разберемся, как при минимуме затрат построить прибыльный бизнес.
Содержание статьи:
Бизнес-план
Для любого бизнес-проекта необходимо создать подробный бизнес-план. В документе прописываются все вопросы относительно помещения, оборудования в цех, организации бизнеса.
Обязательным пунктом является указание суммы необходимых вложений, а также прогнозы о том, как бизнес будет развиваться и какой доход принесет.
Оборудование для производства профиля ПФХ
Производство профиля ПВХ выполняется методом экструзии, при котором расплавленное полимерное соединение под большим давлением выдавливается в формы.
ПВХ профиль для производства окон изготавливается на специальных линиях, представляющих собой комплекс специального оборудования.
Линия по производству профиля ПВХ включает в себя:
- Экструдер – оборудование для выдавливания сырья в калибровочную машину;
- Трак – механизм для вытягивания материала из калибратора;
- Калибрирующее оборудование;
- Пила – нарезает профиль на куски;
- Упаковочное оборудование – для нанесения защитного покрытия и укладки готовой продукции.
Сегодня можно легко приобрести недорогое оборудование из Китая или отдать предпочтение местным производителям. В среднем, стоимость линии начинается от 10 000 долл.
Сырье для производства ПВХ профиля
Оконные профили ПВХ производятся из поливинилхлорида, который имеет несколько преимуществ перед древесиной и алюминием.
Поливинилхлорид – долговечный материал, экологичный, а также стойкий к различным погодным условиям.
Технология изготовления ПВХ профиля состоит в том, что на производстве к поливинилхлориду примешиваются специальные добавки – стабилизаторы (соединения цинка, свинца, олова, кадмия), пигменты (двуокись титана), а также наполнители (обработанный мел).
Материал, готовый к изготовлению, поступает на производство ПВХ профиля в виде белого полупрозрачного порошка. Затем в исходное сырье примешиваются необходимые добавки для получения нужной консистенции.
В идеале должен получиться белый материал, резистентный к механическим повреждениям и воздействию влажности.
Технология производства профиля ПВХ
Производство профиля ПВХ состоит из следующих этапов:
- Смола поливинилхлорида, а также аддитивы помещаются в специальные резервуары, в которых работают смешивающие, подающие и регулирующие системы. Согласно рецептуре отмеряется вес необходимых компонентов.
- В горячем и холодном миксере получившаяся смесь замешивается, после чего через вакуум поступает в резервуары для дозревания.
- Сырье помещается в экструдеры, где смесь плавится, а результате чего получается однородная вязкая масса. Эту массу помещают в формы.
- В формовочной емкости масса приобретает форму.
- На столе для калибровки с мокрой и сухой ваннами осуществляется калибровка и охлаждение продукции.
- Получившиеся заготовки распиливаются и помещаются в накопитель.
- Профиль упаковывается и доставляется на склад.
Помещение
Требования к цеху для производства профиля ПФХ не отличаются строгостью.
Помещение требуется от 70 м², также необходимо отопление, хорошо работающая вентиляция. Электричество – 380 вольт.
Желательно иметь склад, на котором будет храниться готовая продукция.
Персонал
Начать бизнес можно с найма сотрудников в цех (от 2 до 4 человек) для работы в одну смену. Если планируется расширить производство профиля из ПВХ, то можно привлечь в трудовой коллектив новых сотрудников. Для производства необходимо нанять:
- технолог, способный организовать технологический процесс производства;
- сотрудники на смены;
- заведующий складом;
- сотрудники для измерения продукции;
- начальник производства;
- грузчики;
- уборщики.
Бухгалтерские расчеты можно отдать на аутсорсинг, что позволит сократить расходы, а также избавиться от лишних хлопот по поиску квалифицированного бухгалтера для устройства на работу.
Необходимая документация
Регистрация индивидуального предпринимательства более выгодна, если планируется производство ПВХ профиля для окон в малых масштабах. В таком случае не придется оплачивать налоговые сборы в полном объеме.
В любом случае, при расширении производства всегда существует возможность переоформить бизнес в ООО.
Следует помнить, что необходимо не только предоставить документацию, но и уплатить государственную пошлину.
В процессе оформления документации необходимо подобрать код ОКВЭД 22.21 «Производство пластмассовых плит, полос, труб и профилей».
Перечень необходимых документов
- Квитанция (уплата госпошлины).
- Паспорт и заверенная нотариусом копия.
- Заявление о госрегистрации.
- Свидетельство ИНН (копия).
- Уведомление о выбранной системе налогообложения (из пяти возможных).
Пакет документов предоставляется в распоряжение налоговой инспекции. Через несколько дней предприниматель сможет забрать документы и получить разрешительный листок о деятельности ИП.
Также следует открыть расчетный счет, заключить договоры с обслуживающими организациями, получить разрешение на производство от пожарной инспекции.
Продукция должна соответствовать ГОСТу 30673-99 «Профили поливинилхлоридные для оконных и дверных блоков».
Вложения и прибыль
Производство оконных профилей ПВХ – бизнес довольно выгодный, поскольку профили ПВХ необходимы для дальнейшего изготовления окон из пластика, которые занимают первое место по популярности в строительной сфере. Себестоимость производства зависит от его объемов.
К примеру, в среднем производство профиля ПВХ на линии начинается от 60 кг продукции. Производство профиля ПВХ для пластиковых окон состоит из изготовления профилей различной длины, из которых в дальнейшем собирается окно.
В среднем, стоимость погонного метра ПВХ профилей начинается от 5 долларов. Себестоимость составляет примерно половину этой суммы. Соответственно, если один погонный метр стоит 5 долл., то на его изготовление необходимо потратить около 2,5 $.
К примеру, мини-завод выпускает около 10000 м² в месяц, соответственно, общая прибыль составит 50 000 долл. Если убрать из общей прибыли расходы на производство, то чистая выручка составит около 25 000 $.
Расходы
- Открытие предприятия – около 25 тыс. долл. (покупка производственной линии, оснащение цеха, закупка сырья, регистрация и т.д.).
- Расходы в месяц – около 25 тыс. долл. (приобретение сырья, налоги, зарплата и т. д.).
- Арендная плата (для помещения от 70 м² при арендной плате 2,5 долл. за 1м²) – около 200 $.
Окупаемость бизнеса напрямую зависит от наличия поблизости конкурирующих фирм, а также от востребованности продукции в том или ином регионе.
Понравилась статья? Поделитесь с друзьями:
p-business.ru
Производство ПВХ профиля PROPLEX — PROPLEX

Профиль PROPLEX производится на собственном заводе в городе Подольск Московской области, в 10 километрах на юг от МКАД. Компания имеет крупнейшую сеть филиалов, собственных региональных складов и представительств, которая снабжает партнёров продукцией на любой территории.
В настоящий момент производство ПРОПЛЕКС входит в пятерку крупнейших экструзионных предприятий в России. В составе ПВХ-смеси — сырьё от ведущих поставщиков. Рецептура разработана при участии австрийских специалистов и адаптирована под условия российского климата. Для обеспечения высокого уровня качества продукции, PROPLEX использует автоматизированное оборудование от ведущих инжиниринговых компаний Австрии и Германии.
Производит экологичные оконные системы, которые безопасны для здоровья и окружающей среды. Продукция сертифицирована по стандарту EcoMaterial 2.0 и имеет сертификат экологичности EcoMaterial Green.
Профессионализм и компетентность сотрудников, которые являются основой стремительного развития производства и партнёрской сети. Более 2000 партнёров компании производят и продают пластиковые окна, реализуют оконные системы и комплектующие, в том числе оконные компании федерального уровня и крупнейшие застройщики.
Контроль качества соответствует уровню мировых брендов. В процессе изготовления качество профиля проверяется более 20 раз, начиная от входного контроля сырья и материалов и до контроля качества готовой продукции.
Совершенствует продукцию и улучшает качество, оптимизирует внутренние процессы производства. На производстве функционирует мощная система замкнутого водооборота, очистки и охлаждения. Все экструзионные линии оборудованы охлаждающими ваннами системы вихревого охлаждения.
Оптимизированная система вторичной переработки ПВХ-профиля. Специальная дробильная установка размельчает ПВХ, а затем добавляется к сырью при изготовлении доборных элементов.
Собственное производство ламинированного ПВХ-профиля, которые проходит в специально построенном помещении, это позволяет соблюдать строгие технологические процессы и гарантирует качество готового ламинированного изделия. Качество плёнок подтверждено международными сертификатами DIN EN ISO 9001, немецким сертификатом RAL, а также ведущими производителями клеевых материалов (Henkel, Kleiberit, Jowat).
Комплексное обеспечение оконных компаний ПВХ-системами и комплектующими. PROPLEX является эксклюзивным или ключевым дистрибьютором лидирующих производителей фурнитуры и комплектующих, обеспечивает наилучшие условия комплексных поставок своим партнёрам.
Компания ПРОПЛЕКС входит в Ассоциацию продавцов и производителей оконной и дверной фурнитуры в России.
Основная цель Ассоциации — создание цивилизованного рынка оконной и дверной фурнитуры в России, в том числе разработка и реализация взаимовыгодных условий по ввозу и распространению продукции на территории России при соблюдении всеми участниками рынка законодательства РФ.
www.proplex.ru
Производство ПВХ профиля
ПРОК – производство ПВХ профиля
ПРОК – это полностью автономное, обособленное производство по выпуску ПВХ профиля, с замкнутым производственным циклом. Обрезки и отходы производства возвращаются на первую ступень и после измельчения повторно используются для приготовления смеси. Площадь занимаемая производственными помещениями 4000м2.
Как исходное сырье ПВХ получают в виде мелкого белого порошка. Чистый ПВХ не является конструкционным материалом. Для того чтобы его переработать в изделие с определенными эксплуатационными качествами, к порошку ПВХ добавляется целая рецептура аддитивов: стабилизаторы, смазки, наполнители, красители, модификаторы.
На сегодняшний день предприятие имеет мощную производственную базу на всех участках: от стадии подготовки сырья (автоматизированное приготовление смеси подачи её непосредственно до экструдера) до упаковки и реализации готового изделия. Смешивание составляющих происходит в миксере. Создание рецептуры композиции требует проведения исследовательских работ, лабораторных и промышленных испытаний – это работа для специалистов высокой квалификации.
Экструзия
Смешение всех компонентов рецептуры проводится в три этапа: смешение в горячем смесителе, смешение в холодном смесителе, выдержка смеси при температуре 15-30 градусов в течение 24 часов. Подготовленная таким образом смесь подается в экструдер.
Экструзия — это способ изготовления профильных изделий большой длины из пластмасс и резины. Процесс непрерывен и заключается в выдавливании расплава полимера через отверстие определенного сечения. Первый шнековый экструдер для переработки термопластов был создан в Германии в 1935г. Функция экструдера состоит в обеспечении плавления непрерывно подаваемой твердой полимерной смеси, образовании гомогенного вязкого расплава и нагнетания расплава под высоким давлением в профильную головку. Производственная линия включает экструдер, инструмент (фильеру, устройство сухой и влажной калибрации), маркирующий принтер, тянущее устройство, пилу для резки профиля, устройство для укладки и упаковки готовой продукции.
Подготовленная смесь ПВХ подается в материальный цилиндр экструдера, захватывается шнеком и продвигается по зонам, температура обогрева которых повышается от 150-170 градусов на входе до 190-210 градусов на фильере. В первой зоне происходит перемешивание и предварительный разогрев материала. В следующей зоне пластикации материал переходит в вязкотекучее состояние, уплотняется и поступает в зону дегазации для удаления газообразных включений, захваченного воздуха и влаги. В последней зоне выхода создается давление материала необходимое для прохождения расплава через фильеру.


«Сердцем» всей экструзионной линии по праву считается инструмент: фильера и калибраторы. Именно инструмент в решающей степени определяет качество профиля и требует максимальной тщательности в своем производстве. Фильера состоит из матрицы и дорна, которые формируют щелевой канал протекания расплава. Таких линий на предприятии 15. Их суммарная производительность может достигать 70т. в сутки готовой продукции. Большое количество линий позволяет обеспечить широкий ассортимент выпускаемой продукции как по конфигурации профиля так и по цветовой гамме.
Собственная аккредитованная лаборатория обеспечивает контроль качества на каждом этапе производства, в том числе проводится и входной контроль получаемого сырья. Продукция имеет все необходимые сертификаты и отвечает высоким стандартам Российского рынка.

astek-mt.ru